新聞資訊
熱銷產品




咨詢熱線:
13951770588
電話: 18913397620
地址: 南京市江寧區祿口街道成功村鋪方路
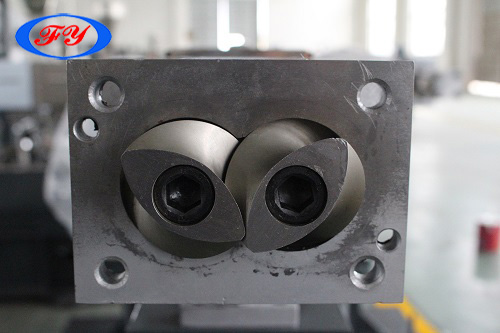
雙螺桿造粒機:開機前需要準備什么,操作流程了解一下!
在前面的文章中,小編已經為大家介紹了關于雙螺桿擠出機和雙階擠出機的相關知識,比如它們的操作流程和注意事項等,大家還有印象吧,接下來小編就要給大家介紹雙螺桿造粒機了,該設備主要用于橡塑和工程樹脂的填充、共混、改性、增加、氯化、聚丙烯和高吸水性樹脂的加工。該設備的減速和雙螺桿傳動在同一箱體之內,外形尺寸緊湊。采用裝有剪切銷的安全聯軸器,可以保護螺桿和傳動箱不因超負荷而損壞。介紹了這么多,大家知道這個雙螺桿造粒機在開機前需要做什么準備嗎?開機的操作流程是怎樣的?下面就隨小編一起來了解一下吧。

雙螺桿造粒機的開機準備:
1、電氣配線是否準確,有無松動現象。
2、用兆歐表測量電動機,鑄鋁加熱器的絕緣電阻不得小于0.5MΩ。
3、各熱電偶、熔體傳感器等檢測元件安裝是否良好。
5、檢查潤滑系統:
(1)向齒輪傳動箱內加潤滑油至油標指示油位。
(2)檢查油循環系統和各點供油狀況。點轉油泵轉向正確無誤后,開啟油泵,壓力繼電器設定在保護壓力低于0.08Mpa報警,再檢查和調整各供油點的油量和噴油狀況。
6、檢查所有上下水管、油管,均應暢通,無泄漏,各控制閥門均應調節靈便。
7、手動盤車安全聯軸器,檢查傳動系統和螺桿等運動部位,無異常聲音為合格。盤車方向從機頭看,螺桿轉向為順時針,螺桿旋轉不少于三圈。
8、主機螺桿筒體組合構型是否適合于將要加工的物料品種,若明顯不適合,則應進行重新組合調整。
9、清理儲料倉及料斗,確認無雜質異物后,將物料加滿儲料倉,啟動自動上料機。當料斗中物料達到預定料位后上料機將自動停止上料。各種計量加料裝置,應按工藝要求進行現場標定,給出各加料裝置的供料曲線,并商定試車方案。

雙螺桿造粒機的開機操作流程:
1、將A、B開關推上啟動。
2、將加熱控制開關推上啟動。
3、將電磁閥開關推上啟動。
4、預熱升溫。按工藝要求設定各區段加熱溫度值,當各區段加熱溫度達到設定值后,持續恒溫20-30分鐘,再檢查各區段溫控表和各區段冷卻管道電磁閥是否正常。
5、啟動潤滑油泵開關,觀察主機尾部油壓表,應在0.1-0.2MPa。(始終保持0.1-0.2MPa,低于0.05MPa以下應立即停機檢查油路、油泵、油泵電機和線路)
6、打開潤滑油泵、冷卻水、切粒機等開關。
7、手動盤車主機,轉動三圈,無異常情況后,再啟動主電機控制系統后,順時針轉動主機調速旋鈕,緩慢提高螺桿轉速。螺桿空轉時轉速不得高于30-40r/min,時間短于2分鐘,并檢查機器運轉情況以及空載電流是否正常。

8、主機運轉若無異常,即可開始加料,要以盡量低的轉速開始喂料。待機頭有物料排出再逐漸緩慢地提高螺桿轉速和雙腕喂料機轉速。升速時應待電流回落平穩后再升喂料機轉速,使喂料機與主機轉速相匹,并及時調整切粒速度,使生產出的粒子符合要求。
9、軟水冷卻循環系統。各段筒體冷卻管路裝有手動截流閥及電磁閥,前者控制軟水流量,后者與溫控儀表聯動自動控制軟水通斷。加料段筒體只裝有手動截流閥,對于在加料口無熔融積料傾向的物料,此段冷卻亦可不開。
10、對于排氣操作一般應在主機進入穩定運轉狀態后,再啟動真空泵。從排氣口觀察螺槽中物料塑化充滿情況,若正常即可打開真空管路閥門,將真空度控制在≤0.06MPa,若排氣口有“冒料”現象,可通過調節主機與喂料機螺桿轉速,以及改變螺桿組合構型等來消除。
11、試車后退回到50%-80%負荷試生產48小時,使所有運動部位經過“磨合”后再投入正常生產。
關于雙螺桿造粒機的開機準備和開機操作流程就是以上這些內容了,大家可以了解一下,有不清楚的地方可以咨詢我們,我們將為大家解答。
